



关键词 |
出售挤塑板,挤塑板多少钱一平,平谷挤塑板,挤塑板多少钱一平 |
面向地区 |
全国 |
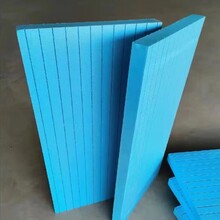
挤塑板的生产工艺包括以下方面:通用级聚苯乙烯与成核剂、助燃剂等通过喂料机进入级塑料挤出机,在挤塑机内充分塑化后再注入发泡剂(目前常用的是氟利昂,环保型的二氧化碳发泡剂也在逐步推广中),发泡剂在第二级挤出机中与其他原料充分混合和冷却后通过模具挤出,在模具挤出后压力迅速释放,被塑料包裹的发泡剂迅速膨胀形成密闭的泡孔,在泡孔的作用下聚苯乙烯塑料形成了有蜂窝状密闭泡孔的发泡板。再经过定型牵引机将板材定型为所需的厚度和宽度,经过切割成型即可。
变形缝、界格缝处施工:
1)墙身变形缝的金属盖缝板应在挤塑板粘贴前按设计定位并与基层墙体固定牢固。
2)在金属盖缝板与挤塑板相接处及界格缝处填塞发炮聚乙烯实心圆棒,其直径应为缝宽的1.3倍,分两次嵌入密封膏,深度为缝宽的50—70%
3)密封膏的施工应注意不要污染两边挤塑板面层。
基本项目:
1)每块挤塑板与基层面的总粘贴面积为30—50%
2)固定件胀塞部分进入结构墙体不小于50。
3)挤塑板碰头缝不抹粘接剂。
4)网格布应横向铺贴,压粘密实,不能有空鼓、皱褶、翘边、外露等现象,水平方向搭接宽度不小于100,垂直方向搭接宽度不小于80。
5)聚合物砂浆厚度不宜大于4,首层不大于5。