廊坊捷诺保温建材有限公司
 第4年
第4年

 第4年
第4年 
第4年

来源:廊坊捷诺保温建材有限公司 时间:2024-05-20 07:41:24 [举报]
挤塑板的生产工艺包括以下方面:通用级聚苯乙烯与成核剂、助燃剂等通过喂料机进入级塑料挤出机,在挤塑机内充分塑化后再注入发泡剂(目前常用的是氟利昂,环保型的二氧化碳发泡剂也在逐步推广中),发泡剂在第二级挤出机中与其他原料充分混合和冷却后通过模具挤出,在模具挤出后压力迅速释放,被塑料包裹的发泡剂迅速膨胀形成密闭的泡孔,在泡孔的作用下聚苯乙烯塑料形成了有蜂窝状密闭泡孔的发泡板。再经过定型牵引机将板材定型为所需的厚度和宽度,经过切割成型即可。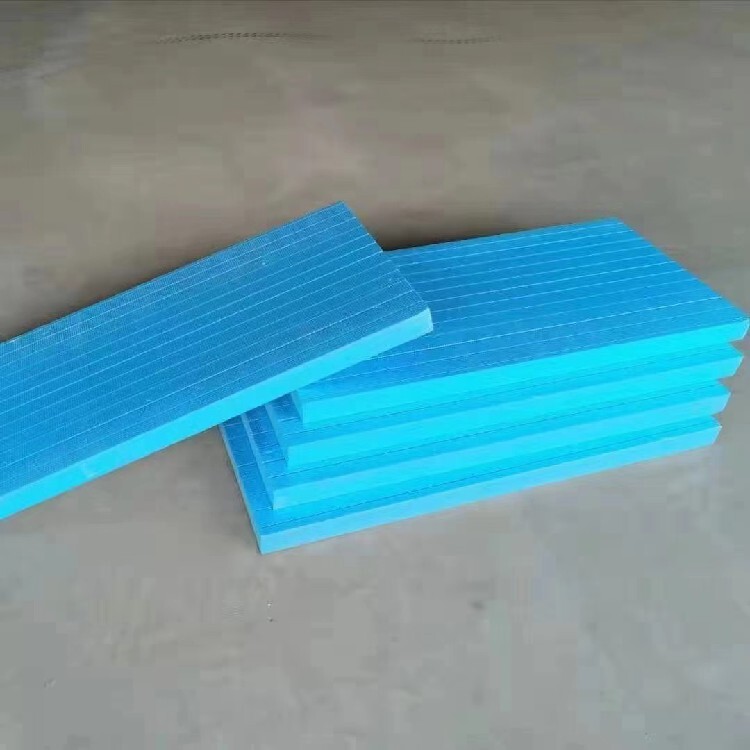
普板和阻燃板的大区别是有没有添加阻燃剂,重量稍轻:阻燃板每方32公斤以上,普板只有28-31公斤左右。“阻燃剂的价格很高,阻燃板的成本因此也大幅度提高。”没加阻燃剂的普板阻燃效果不好,甚至可以说阻燃率为零。这种板子的价位比较便宜,每立方340元;有多种规格,2公分到10公分等多种型号,其价格不一样。阻燃板分B1、B2级,详见GB8624-1997(老标准),阻燃板对生产技术要求高,阻燃效果好,能有效保障施工安全,减少工程风险和损失。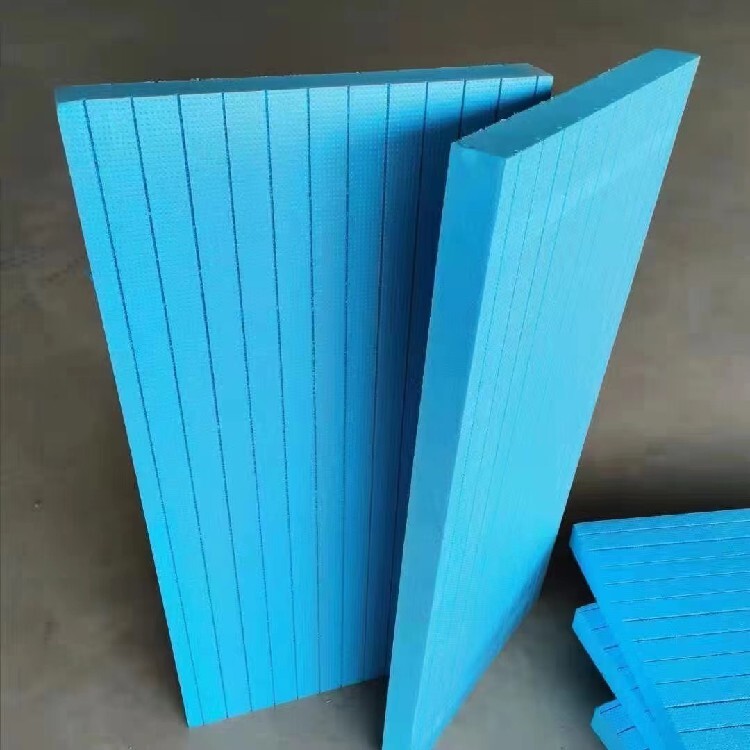
安装固定件:
1)固定件在挤塑板粘贴8小时后开始安装,并在其后24小时内完成。按设计要求的位置用冲击钻钻孔,孔径10,钻入基层墙体深度约为60,固定件锚入基层墙体的深度约为50,以确保牢固可靠。
2)固定件个数按设计说明要求设置。
3)自攻螺丝应挤紧并将工程塑料膨胀钉帽与挤塑板表面齐整或略拧入一些,确保膨胀钉尾部回拧,使其与基层墙体充分锚固。
标签:隔热挤塑板,挤塑板供应商,密云挤塑板,挤塑板供应商